blown film machine pdf
Machine Construction A cut-away drawing of a simple single screw machine is shown in Figure 1. Blown Film Machine CE45-65TT CE55-75TT Features.
Blown Film Extrusion Blown Film Extrusion Process Blown Film Extruders Manufacturers Suppliers Exporters
Groove Feed Barrel and cooling jacket available.
. It is neglected in most models of blown film extru- sion 8 9 10. 60 CaC03 Added 100 Recycled Material Used The A-B-A blown film machine consists of two extruders normally of two different sizes. Screw carbonization and frequent dye cleaning caused by oxygen in the feed throat hopper are issues with blown film extrusion that can be improved or eliminated by using a nitrogen purge.
The participants become familiarized with the machine operation. They gain an overview of the configuration and working principle of the machine and learn to understand the functionality and technical processes of the individual stations. Machine Direction Asymmetrical MD Wrinkle Processing Conditions Asymmetrical MD Wrinkles TD gauge variation insufficient web tension between idler rollers Equipment insufficient traction on idler rollers bent idler rollers idler roller bearing not rotating properly Film Tension Bands May be caused by Too much film.
Production of Films Containers and Membranes. However a review of the process of blown film extrusion is worthwhile. Output Screw LD Ratio wInverter HDPELDPE LLDPEMDPEEVA Ø30 300mm 20kghr 301 EB30MI 75HP EB40MI Ø42 500mm 40kghr 15HP EB45MI Ø45 700mm 50kghr 20HP EB30MIEB45MI ECONOMIC MONO LAYER BLOWN FILM.
LDPELLDPE ABA Die and Air Ring. Plastic film manufacturing con-. We are producing blown film lines since 1967 and have consistently set new standards such as the development of the internal bubble cooling system and the oscillating haul-off.
Processing our understanding of the extrusion of tubular blown film remains in the stage of art. Blown film extrusion is the most important process for the production of plastic films ranging in thickness from 05 mm to as thin as 5. Blown film extrusion eliminates some of the problems associated with conventional methods including varying thickness at the edges.
40 mm to 80 mm diameter Die opening. Blown film extrusion is the most important process for the production of plastic films ranging in thickness from 05 mm to as thin as 5 μm according. 350 mm max LF-400 and 550 mm max LF-600 Die orifice.
The bottleneck in blown film extrusion lies in the cooling of the fast moving thin melt film It is important to understand that three elements of the blown film process are of first order importance to be able to produce near uniform gauge blown. Pearson and Petrie and others have developed steady-state models to describe the blown film extru- sion process in the limit of very thin films 1 1 12. An operator can become so familiar with a given film line that problems are solved intuitively but training new.
A twin screw machine has 50-75 more barrel surface area exposed to the screw. SmartFlex Blown Film lines 1 3 and 5 layers characterized by a competitive investment level maximized flexibility for different applications recipes power consumption reduction functional and compact layout featuring frames modularity TechnoFlex Blown Film lines for the production. Gravimetric blender dosing system.
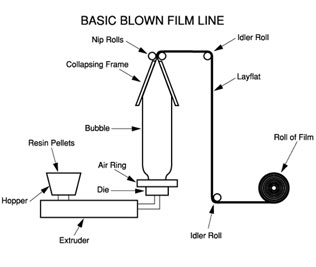
The polymer is melted in an extruder and the hot melt is pumped through a die to form. 08 mm std other sizes available Nip rolls top of tower can be water cooled option Similar basic features to the LF-400 LE-25 blown film line Motorized tower height adjustment is standard. The most common ones today are the combination of a 45mm extruder together with a garbage bags normally a 55mm outer layer normally 12-20.
Pellets are trapped by the action of the intermeshing screws. Blown film extrusion is one of the most commonly used thin gauge fabrication processes for manufacturing plastic films in the world. T h e b l ow n fi l m p ro c e s s.
600 4000mm Die diameter. μm according to Butler 1. 51 Introduction to Blown Film Extrusion.
The blown film extrusion process can produce magnificent arrays of products however. 08 28 mm Bubble diameter BUR blow up ratio. It is our hope that this work will serve as a training resource for all levels of professional and operations personnel working in the plastics film industry including.
100 600mm Die gap. Three Layer ABA Blown Film Machine 30 Stronger Film. Given therefore a single screw machine is being described that has a screw of diameter 60 mm and a length of 24 screw diameters that is a LD ratio of 241.
State of the art. Manual screen changer. Melt pressure Gauge.
37 is a schematic of a three layer blown film die 5 and Fig. A a three layer die and B a five layer die 5. Elements of blown film Film thicness.
38 shows a photograph of a nine layer blown film production machine 6. 2 45 DDR draw down ratio gap widththickness x BuR MD machine direction TD transverse direction LD ratio of screw. Description This course qualifies the participants for the daily work with WH blown film extrusion lines.
15 Film Blowing Machine produce Polyethylene filmPolypropylene filmBiodegradable Plastic Filmdecomposed filmPLA filmPVA filmPBAT filmsuit to produce different bagsuich as plastic bag or biodegradable bagPLA bagPVA bagwe can produce different design film blowing machine according to different coutries customers. We have tried to add new technology and organize the previous material into an effective format. Bandera Blown Film extrusion range includes.
Blown Film Air Cooling Print 10 HDPE LDPE Properties Screen Pack Pressure Drop Blown Film Air Cooling Blown film air cooling Vol. 51 Introduction to Blown Film Extrusion. Hence more heat can be transferred.
Blown Film Basics The goal of this brochure is to describe specific defects that can appear in tubular blown film and to suggest probable causes and solutions. The blown film process is largely used to manufacture pol ymer films. Our blown film portfolio offers the right machine for your individual production needs.
In these models variations of the physical variables across the thin film are neglected leaving the vari-. Working of Blown Film Extrusion Machine Units Components Purpose Pallet feeding unit Material conditioner. SINGLE PLATFORM MONO LAYER BLOWN FILM MACHINE Main Motor Model Suitable Material Screw Dia.
Chiller and Chill Air Box for Air Ring. 8 3 December 1979. Motorized openclose updown Bubble Cage.
WH blown film lines are designed especially for the flexible packaging industry. 6 250 microns Layflat width. This shows the arrangement of the different parts of the machine.
Drawings of multilayer blown film dies.

1 Schematic Of The Film Blowing Process Download Scientific Diagram

Extrusion Hanser Publications

Film Extrusion An Overview Sciencedirect Topics
2

Cast Film Extrusion An Overview Sciencedirect Topics

Pdf Blown Film Dies
2

Pdf Simulation And Design Of Extrusion Dies Semantic Scholar

Blown Film An Overview Sciencedirect Topics

Extrusion Hanser Publications

All Davis Standard Extrusion Systems Catalogs And Technical Brochures

Extrusion An Overview Sciencedirect Topics

Extrusion Coating An Overview Sciencedirect Topics

All Windsor Machines Limited Catalogs And Technical Brochures

Plastics Extrusion 3d Cad Models 2d Drawings

Blown Film An Overview Sciencedirect Topics
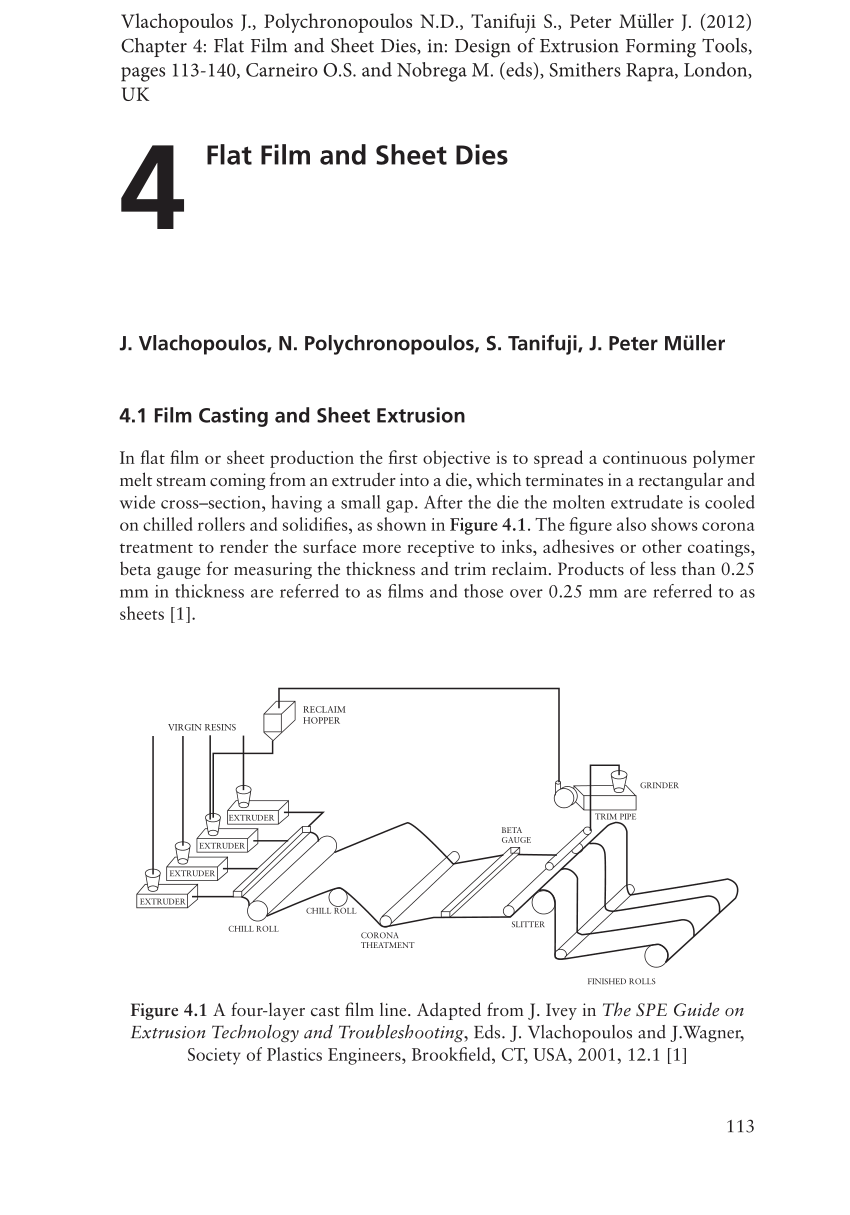
Pdf Flat Film And Sheet Dies

All Windsor Machines Limited Catalogs And Technical Brochures
Plastar Blown Film Machine Manufacturer